Máy lốc tôn thuỷ lực 4 trục AHS - Akyapak - Thổ Nhĩ Kỳ
Cập nhật 20/3/2023
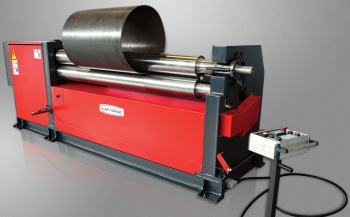
"Là dòng máy lốc tôn thuỷ lực 4 trục do hãng Akyapak - Thổ Nhĩ Kỳ sản xuất, rất được ưa chuộng sử dụng để chế tạo các sản phẩm có biên dạng: Trụ, Lốc côn, Nửa trụ, Ô val, Vuông/ Elip, Tam giác chất lượng cao"
MÁY LỐC TÔN THỦY LỰC 4 TRỤC AHS - GIẢI PHÁP TUYỆT VỜI CHO NHỮNG THÁCH THỨC LỚN

Hình ảnh máy lốc tôn thuỷ lực 4 trục AHS 30/40 - Akyapak (4-ROLL PLATE ROLLING MACHINE)
Những tính năng nổi bật của máy lốc 4 trục AHS - Akyapak
Máy AHS được trang bị các tính năng công nghệ tiên tiến giúp người dùng dễ dàng thực hiện công việc của mình. Các trục lốc được dẫn động bằng thủy lực. Trục trên và trục bên chuyển động lên xuống bằng thủy lực. Trục trên cùng có thể tạo ra việc mở và đóng nắp trục và nâng trục tự động lên của trục trên từ bảng điều khiển một cách dễ dàng. Hệ thống bảng điều khiển được trang bị với các tùy chọn CNC và NC. Máy uốn tấm thủy lực AHS, không chỉ tạo điều kiện thuận lợi cho các hoạt động uốn mà còn giảm thiểu mất thời gian và mở rộng năng suất với nhiều tính năng tùy chọn khác.
Máy AHS có thân máy cực kỳ chắc chắn với kết cấu thép St-52 được hàn, đường kính trục lốc và vật liệu, ổ trục được sử dụng cho mômen uốn có độ tin cậy cao. Giống như tất cả các máy khác do AKYAPAK sản xuất, Máy AHS cũng có một quá trình sản xuất rất tỉ mỉ. Những máy này được sản xuất sau khi được thiết kế dưới dạng ba chiều và kiểm tra các nội dung thành phần nó trong các chương trình phân tích, phải trải qua rất nhiều bài kiểm tra bởi các nhóm chuyên gia và giàu kinh nghiệm cho đến khi họ tiếp cận khách hàng của họ. Tất cả các trục của máy lôc tôn tấm thủy lực của Akyapak có các biện pháp phòng ngừa thủy lực và điện đã được thực hiện với tính năng tự điều chỉnh trục con lăn. Theo cách này, bằng cách giảm lực ma sát, máy móc sẽ được củng cố mạnh hơn. Với tất cả những tính năng đằng sau sự thành công của Máy uốn tấm thủy lực AHS ở Thổ Nhĩ Kỳ và khắp nơi trên thế giới, cũng như tất cả các máy của AKYAPAK, ở đó là công nghệ tiên tiến và chất lượng cao đã được đăng ký bởi các chứng chỉ của CE, ISO 9001-2008, TSEK và TURQUM.

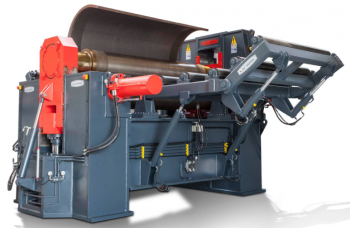
Hình ảnh kết cấu máy lốc tôn 4 trục AHS - Akyapak
Lựa chọn tuyệt vời cho những công việc uốn phức tạp
Akyapak sản xuất Máy lốc tôn thủy lực 4 trục với khả năng uốn chiều dày vật liệu từ 2 mm đến 200 mm và chiều rộng từ 500 mm đến 12000 mm với chất lượng cao mà không gặp khó khăn. Máy có thể thực hiện uốn nón hoặc elip với chất lượng cao.
 | ||
| Cylindrical – Trụ | Conical – Lốc côn | Half-Cylinder – Nửa trụ |
 | ||
| Oval – Ô val | Square/Elliptical – Vuông/ Elip | Triangle – Tam giác |
Khung máy được chế tạo thép hàn (ST-52). Trục lăn, vật liệu và ổ trục được sử dụng trong sản xuất theo tiêu chuẩn chất lượng Châu Âu. Ngoài ra giới hạn mô-men xoắn của máy rất cao. Hệ thống điều khiển NC và điều khiển đồ họa CNC có sẵn dưới dạng phụ kiện tùy chọn.
Nút "Dừng khẩn cấp" trong máy cỡ lớn sẽ dừng tất cả các chức năng của máy trong trường hợp khẩn cấp. Nút "Dừng khẩn cấp" nằm ở vị trí ở cả hai phía của mặt trước của máy và cũng trên bảng điều khiển là một phần của biện pháp phòng ngừa an ninh cấp cao.
Phần đầu phẳng được giảm thiểu chỉ với 1 lần uốn duy nhất
Trong Máy lốc tôn thủy lực 4 trục AHS, có thể đạt được hình trụ đầy đủ chỉ trong một lần lốc vì vật liệu có thể bị kẹp với trục dưới trong quá trình uốn trước và uốn. Model AHS cho phép kẹp chính xác tấm giữa các trục trên và dưới, do đó chiều dài của các đầu phẳng được giảm thiểu
Vì các thanh dẫn hướng xoay được thiết kế theo nguyên lý của cánh tay đòn, máy cung cấp nhiều năng lượng hơn để uốn cong vật liệu và nhờ sự trợ giúp của sức mạnh này, việc uốn trước (pre-bending) ngày càng trở nên hoàn hảo và các đầu phẳng được giảm xuống mức tối thiểu
Máy lốc CNC 4 trục Akyapak có các tính năng ưu việt giúp giảm sự phụ thuộc vào người vận hành và cung cấp các giải pháp đáng tin cậy hơn và hiệu quả hơn.
Đẳng cấp, hiệu quả và đáng tin cậy
Máy lốc tôn thủy lực 4 trục AHS, nhờ sự tăng tốc độ uốn của nó vì thế nên giúp tăng năng suất của máy và có thể uốn dễ dàng những góc uốn khó khăn nhất do tính dễ sử dụng của máy. Trong quá trình hoạt động (các pha uốn trước và uốn) tấm thép luôn được giữ ở vị trí ngang, do đó tránh được sự trượt của vật liệu. Do đó, các hoạt động lăn đáng tin cậy hơn được thực hiện và đạt được kết quả chính xác hơn.
Trong Máy cán tấm 4 cuộn AHS, một trong các trục lốc bên có thể được sử dụng làm lăn vuông góc, do đó, tấm có thể được căn chỉnh dễ dàng và chính xác dọc theo trục theo hướng đầu vào.
ĐẶC TRƯNG KỸ THUẬT CÁC MODEL MÁY LỐC TÔN 4 TRỤC AHS – AKYAPAK



Bảng thông số chính máy lốc tôn AHS-AKYAPAK
TRANG BỊ MÁY VỚI CÁC TÍNH NĂNG TIÊU CHUẨN
- Thiết bị uốn côn
- Trục lốc được tôi cứng bằng cảm ứng
- Màn hình số cho trục lốc cả hai bên
- Thép chế tạo thân máy là (St-52)
- Bảng điều khiển độc lập
- Điều khiển 2 tốc độ
- Tất cả các trục đều có ổ bi đỡ
- Đầu thả được điều khiển từ bảng điều khiển để tháo tấm kim loại đã uốn cong và nâng trục lốc trên lên
- Thiết bị an toàn xung quanh máy
- Điều khiển đóng, mở côn từ bảng điều khiển
- Các trục trung tâm được điều khiển bởi động cơ thủy lực và hộp bánh răng kiểu hành tinh
- Phù hợp với các tiêu chuẩn CE, ISO9001 - 2008, TSEK, và TURQUM
TRANG BỊ MÁY VỚI CÁC TÙY CHỌN BỔ SUNG
- Giá đỡ bên và trung tâm cho lốc tấm có đường kính lớn
- Biến đổi tốc độ quay vô cấp
- Bàn cấp liệu
- Trục trên có thể thay đổi với đường kính nhỏ hơn
- Hệ thống làm mát dầu
- Trục lốc bên được truyền động
- Thiết bị đẩy vật liệu tự động
- Hệ thống nạp và ra liệu tự động
- Hệ thống bù lệch
- Động cơ trong điện áp và tần số biến đổi
- Điều khiển CNC
- Điều khiển NC
CẤU TẠO CÁC THÀNH PHẦN CHÍNH CỦA MÁY LỐC TÔN 4 TRỤC AHS - AKYAPAK
DẪN HƯỚNG HÀNH TINH
Trong máy lốc tôn 4 trục Akyapak, hệ thống dẫn hướng hành tinh (đòn bẩy-tay đòn) cung cấp khả năng uốn trước tuyệt vời với ít năng lượng hơn được sử dụng. Khi cuộn trên được tiếp cận với một góc rộng hơn một chút, tiêu thụ ít điện năng hơn cho các đầu phẳng còn lại, do đó tiết kiệm năng lượng. Hệ thống dẫn hướng hành tinh có cấu trúc thân xe nhỏ gọn hơn. Thiết kế thân dưới cho phép côn uốn cong ngay cả ở đường kính nhỏ, cho phép dễ dàng lấy vật liệu cuộn theo chiều ngang ra khỏi máy. Một lợi thế khác của hệ thống là nó không cần bôi trơn. Hệ hành tinh không có ma sát và làm mòn các thanh dẫn tuyến tính, và do đó các tỷ lệ (lăn) không ảnh hưởng đến hệ thống. Với tất cả những ưu điểm này, hệ thống hành tinh hoạt động an toàn, ít phải bảo trì hơn và do đó ít thời gian ngừng hoạt động hơn, đồng thời duy trì kết cấu thân xe chắc chắn ngay cả ở đường kính lăn nhỏ nhất. |
Dẫn hướng kiểu hành tinh |
Thiết kế kiểu hành tinh 4 trục Akyapak |
Dẫn hướng kiểu tuyến tính |
 | CÁC TRỤC LỐCTrong các máy AHS, độ cứng bề mặt đạt được từ 50 - 60 HRC trong các trục lốc thông qua tôi cảm ứng. Sau quá trình tôi, các trục được đánh bóng sau khi mài. Các trục có chất lượng Ck45 theo tiêu chuẩn DIN. Các trục bị lệch về mặt vật lý do tải trọng xảy ra trong quá trình cán. Do đó, các trục được bù võng để bù lại sự lệch hướng vật lý. Các trục mở rộng để uốn các cấu hình khác nhau có thể được sản xuất theo yêu cầu. |
CÁC Ổ BITất cả các trục được đỡ bằng ổ lăn hình cầu. Vòng bi lăn hình cầu thích hợp để chịu tải rất nặng. Nó được sử dụng trong các chuyển động hình nón của các trục nhờ khả năng chuyển động góc của nó. Vòng bi lăn hình cầu hoạt động với độ chính xác cao ngay cả trong các điều kiện làm việc khó khăn và có tuổi thọ cao. Nhờ sử dụng ổ lăn, lực ma sát được giảm thiểu và do đó năng lượng được tiết kiệm. Điều này có nghĩa là lực giảm không bị giảm bởi lực ma sát, mà toàn bộ sức mạnh được sử dụng để tạo hình vật liệu. |  |
HỆ THỐNG TRUYỀN ĐỘNG - ĐỘNG LƯỢNG UỐNCác trục lốc dưới và trên được kết hợp với động cơ thủy lực và bộ giảm tốc hành tinh để cung cấp động lượng lăn. Bộ giảm tốc hành tinh được kết nối trực tiếp với trục con lăn. Do đó, động lượng được truyền đến tấm cán mà không bị mất lực. Hệ thống có phanh dừng quay tức thời bằng thủy lực đảm bảo an toàn bằng cách ngăn chặn các chuyển động bất ngờ trong quá trình bẻ mép trước |  |
ĐỘ SONG SONG CÁC TRỤC LỐCSự song song của trục bên và trục dưới với trục trên là rất quan trọng để có kết quả mong muốn. Khi không hoàn toàn đạt được độ song song này, kết quả có thể là hình nón thay vì hình trụ. Điều khiển song song trên máy Akyapak dựa trên chuyển động đồng thời của hai xi lanh thủy lực riêng biệt với sự hỗ trợ của các bộ phận cơ khí. Trong hệ thống này, các piston thủy lực được kết nối với các thanh xoắn để giữ nguyên vị trí của chúng. Ưu điểm quan trọng nhất của các trục song song với hệ thống này là nó hoạt động trong nhiều năm mà không cần bất kỳ sự điều chỉnh hoặc bảo trì nào. Sự song song của trục dưới cũng hoạt động với cùng một hệ thống. Trục dưới phải giữ ổn định nhất có thể trong quá trình kẹp vật liệu, cũng như trong quá trình uốn trước và không được hạ xuống. Nếu không, sẽ có quá nhiều độ phẳng ở cuối vật liệu sau khi uốn trước. | |
 | |



| Torsion Bar – Thanh xoắn | Electronic Parallelism – Điều khiển điện cho độ song song | Hydraulic Parallelism – Cơ cấu thủy lực điều chỉnh độ song song |
KẾT CẤU THÂN MÁY LỐC TÔN AHSPhần thân của máy lốc tôn Akyapak được thiết kế với phân tích FEM để có được độ bền tối đa và cấu trúc cứng vững. Bằng cách này, lực căng xảy ra trong quá trình uốn được giảm thiểu để mang lại an toàn hơn và tuổi thọ máy lâu hơn. Trong lốc tấm, tải trọng xảy ra trong quá trình uốn của vật liệu đến các trục lốc, xi lanh thủy lực và thân máy. Phần thân của máy lốc tấm Akyapak bao gồm kết cấu hàn bằng thép chất lượng St-52 đã được chứng nhận. Tải trọng xuất hiện trên thân máy trong quá trình lăn được giảm và chuyển sang các chốt được đặt trên thân máy. Các tấm trên thân máy chịu tải từ các chốt được làm từ vật liệu St-52 chất lượng cao và có độ bền cao như kết cấu hàn. Ngoài ra, các bộ phận hỗ trợ được sử dụng để tăng diện tích hiệu quả của các bề mặt chốt. Do đó, sự biến dạng của các lỗ chốt được ngăn chặn và hoàn thiện độ chính xác của các chuyển động của các trục. Trong trường hợp máy kiểu dẫn hướng tuyến tính như trên, tải trọng tác động trực tiếp lên ổ trục mang trục, lên xi lanh thủy lực và trên thân máy. Để tránh những tải trọng ứng suất cao này, các thanh dẫn tuyến tính phải rất rộng. Tuy nhiên, vì các loại máy này thường có bề mặt dẫn hướng hẹp hơn, tải trọng không thể hoàn toàn truyền lên các thanh dẫn thẳng và lực ma sát giữa thân máy và bề mặt của thanh dẫn thẳng tăng lên. Điều này gây ra sự mài mòn giữa thân máy và các thanh dẫn. | |
Phân tích FEM kết cấu thân máy lốc tôn |
Fundamental problems of linear guides - Các vấn đề cơ bản của hướng dẫn tuyến tính |
BẢNG ĐIỀU KHIỂNDo tính di động nên có thể điều khiển việc lốc vật liệu từ mọi phía của máy. Trên màn hình kỹ thuật số được cung cấp trên các máy tiêu chuẩn, các giá trị hiện tại và vị trí tối đa của trục lốc bên phải và bên trái được hiển thị. Ngoài ra, số lượng nút điều khiển trong bảng điều khiển có thể được tăng lên theo các tính năng tùy chọn ưa thích. |  |
 | MÀN HÌNH SỐ Màn hình kỹ thuật số được cung cấp theo tiêu chuẩn trong các model AHS. Màn hình này hiển thị vị trí của các trục lốc bên. Giới hạn chuyển động trên của các trục lốc bên cũng có thể được điều chỉnh. Bằng cách này, có thể đảm bảo rằng các trục bên không vượt ra ngoài vị trí tối đa. |
 | HAI TỐC ĐỘ Tính năng này bao gồm 2 tốc độ lăn; chậm và nhanh. Các tốc độ này có thể được thay đổi thông qua bảng điều khiển. Tốc độ chậm đặc biệt được sử dụng để đạt được sự uốn trước tốt hơn bằng cách định vị vật liệu ở giữa các trục lốc trên và dưới. |
XOAY ĐIỀU CHỈNH TỐC ĐỘCó thể điều chỉnh tốc độ quay của trục lốc bằng chiết áp trên bảng điều khiển. Hệ thống này cung cấp cho người điều khiển nhiều quyền kiểm soát hơn trong mỗi bước hoặc quá trình uốn. Bằng cách này, có thể thu được kết quả khả quan hơn |  |
LỐC CÔNThao tác uốn hình nón được thực hiện bằng cách sử dụng thiết bị uốn hình nón trên máy. Việc uốn hình nón có thể được thực hiện ở đường kính nhỏ nhờ vào thiết kế của thân và đầu thả. Các vị trí hình nón và song song của các trục có thể được điều khiển từ bảng điều khiển. Lốc nón là một trong những quá trình khó khăn nhất của các ứng dụng lốc. Người vận hành thực hiện quá trình lốc côn phải rất có kinh nghiệm. THẬN TRỌNG: Khả năng uốn hình nón bằng một nửa khả năng uốn cong thông thường, tùy thuộc vào góc hình nón |  |
 | GIÁ ĐỠ TRUNG TÂMKhi vật liệu mỏng và có đường kính lớn, vật liệu bị chùng xuống do trọng lượng của nó khi vật liệu đạt đến đỉnh, làm biến dạng đường kính cán. Một giá đỡ trung tâm được cung cấp để ngăn chặn sự biến dạng. Giá đỡ trung tâm được gắn trên máy để đỡ tấm đã lốc với sự trợ giúp của xi lanh thủy lực. Giá đỡ trung tâm được thiết kế không phải để mang tấm, mà là hỗ trợ. |
 | GIÁ ĐỠ BÊN NGOÀIKhi vật liệu mỏng và có đường kính lớn, vật liệu bị chùng xuống do trọng lượng của nó sau bước uốn trước, làm biến dạng đường kính cán. Các giá đỡ bên được gắn trên các mặt của máy hỗ trợ tấm thông qua xi lanh thủy lực. |
Hình ảnh thực bộ giá đỡ trung tâm và giá đỡ bên | |
BÀN CẤP LIỆUCác tấm được lốc phải được đưa về phía cuộn theo trục thẳng song song với sàn. Bàn cấp liệu giúp di chuyển nguyên liệu vào máy theo độ song song mong muốn |  |
HIỆU CHỈNH THỦY LỰC ĐIỆNKết quả lốc có thể là không mong muốn hoặc không phải là hình tròn / hình trụ hoàn hảo sau quá trình cán. Với sự trợ giúp của hệ thống hiệu chuẩn, lốc tấm 4 trục được chuyển đổi thành máy 3 trục bằng cách vô hiệu hóa trục dưới và bằng quá trình hiệu chỉnh với ba trục còn lại, vật liệu lốc trở nên hình bầu dục hơn và biến dạng được giảm xuống mức tối thiểu. |  |
HỆ THỐNG BÙ VÕNGCác trục được nâng lên để bù lại độ lệch vật lý xảy ra trên các trục lốc trong quá trình uốn cong. Để tránh khuyết tật thùng hoặc thùng ngược (lõm và lồi) thường gặp khi uốn tấm kim loại dưới hoặc cao hơn công suất máy, các phương pháp, chẳng hạn như thay đổi (giảm / tăng) áp suất trục dưới, đặt một tấm trung gian giữa sử dụng vật liệu và trục (nêm), hoặc sử dụng máy móc ở các công suất khác nhau. Tuy nhiên, các vật liệu có độ mỏng hơn một phần ba công suất của máy có thể bị ảnh hưởng nhiều hơn từ sự sai lệch xảy ra trên các trục lốc trong quá trình uốn. Tại điểm này, Akyapak đề xuất tính năng ADCS (Hệ thống bù lệch Akyapak) để bù độ lệch này xảy ra ở trục dưới cùng. Với hệ thống này, việc cán có thể được thực hiện dọc theo trục với độ võng tối thiểu và độ dày vật liệu thay đổi. | |
 | |
HỆ THỐNG THỦY LỰCHệ thống thủy lực được thiết kế để nó có thể thực hiện tất cả các chuyển động của máy. Thùng dầu thủy lực được cách ly với bên ngoài để giữ dầu sạch. Công tắc mức vận hành điện dùng để kiểm soát mức dầu làm việc trong môi trường kín. Bộ lọc hồi lưu (bộ lọc áp suất nếu cần) đảm bảo rằng dầu vẫn sạch. Hệ thống đường ống được thiết kế để tạo ra tổn thất áp suất tối thiểu, dễ dàng tháo dỡ và đảm bảo độ kín khít tốt nhất có thể. Hệ thống bảo vệ thủy lực chống quá tải đảm bảo giữ áp suất thủy lực ở mức an toàn và mang lại sự an toàn. HỆ THỐNG ĐIỆNHệ thống điện được thiết kế để có thể điều khiển mọi chuyển động của máy. Mạch nguồn và mạch điều khiển được cách ly với nhau. Các cổng vào lắp đặt của bảng điện được cách ly với bên ngoài bằng các bộ chuyển đổi. Một miếng đệm được sử dụng trên nắp để ngăn bụi xâm nhập vào bảng điện. Các biện pháp đã được thực hiện để chống lại tình trạng quá tải. HỆ THỐNG ĐIỀU KHIỂNAkyapak mang đến trải nghiệm người dùng hoàn hảo với phần mềm AK 300 NC và AK 400 CNC được phát triển nội bộ. Hệ thống điều khiển AK 300 và 400 đi đầu với các tính năng dễ sử dụng và linh hoạt đồng thời cung cấp khả năng điều khiển dễ dàng. 1- ĐIỀU KHIỂN AK 300 NCAK 300 NC là hệ thống điều khiển do Akyapak phát triển. Nó có thể được lập trình bằng hai phương pháp khác nhau. Nó có thể được áp dụng cho các trục chính và phụ (tổng cộng 6 trục) trong các models AHS. Giá trị nón có thể được hiển thị theo yêu cầu trên màn hình PC mà không phản ánh công việc tự động. Sau khi công đoạn uốn đầu tiên được ghi lại, hàng trăm sản phẩm tiếp theo có thể được lôc lại để giống với ứng dụng đã ghi. Lập trình phát lại: Lập trình phát lại là một phương pháp dễ dàng. Để sử dụng chức năng này, chỉ cần biết thao tác uốn là đủ. Khi chương trình được bắt đầu, máy định vị vật liệu đến điểm chuẩn và đợi người vận hành bắt đầu. Chương trình trước hết giữ động tác uốn bằng tay do người vận hành thực hiện trong bộ nhớ và ghi lại từng bước một, sau đó tự động lặp lại trên các sản phẩm khác được lốc để thực hiện chức năng uốn. Với tính năng này, người dùng có thể dễ dàng thu được nhiều sản phẩm giống nhau. Ưu điểm lớn của hệ thống này là nó cho phép thay đổi các bước đã ghi. Lập trình Trực tiếp - Từng bước: Trong phương pháp này, người dùng nhập các giá trị tọa độ theo ba trục chính. Hệ thống hoạt động tự động theo các giá trị tọa độ này.
2- ĐIỀU KHIỂN CNC AK 400Hệ thống điều khiển AK 400 hoạt động với cơ sở hạ tầng PLC và phần mềm trên PC công nghiệp. Khi uốn các sản phẩm có nhiều hơn một bán kính khác nhau, bán kính uốn và chiều dài trên sản phẩm đó được xác định và hệ thống sẽ tính toán vị trí cho các trục. Các vị trí này cung cấp các giá trị gần đúng của bán kính uốn mong muốn. Sau đó, các chỉnh sửa cần thiết được thực hiện và chương trình được đưa vào trạng thái cuối cùng. Hệ thống cũng có thể được lập trình bằng cách sử dụng phương pháp học tập của mô hình NC. Người dùng có thể chỉnh sửa trên một chương trình đã tạo trước đó. Ngoài ra, áp suất của trục lốc dưới có thể được thiết lập thông qua màn hình. Trong hệ thống này, khi thay đổi bất kỳ bước nào trên chương trình, thay đổi sẽ được hiển thị bằng màu khác trên hình ảnh 3D ở cuối màn hình, cho phép người vận hành dễ dàng cảm nhận được hiệu quả của thay đổi được thực hiện. Tính năng này chỉ có ở các mẫu máy CNC AKYAPAK AK 400 và nó thuận tiện hơn nhiều để sử dụng so với các hệ thống điều khiển hiện có khác và rất hữu ích để quản lý các thay đổi được thực hiện trên các bước. | |
SỰ AN TOÀNThiết bị được sử dụng ở nơi người vận hành có thể dễ dàng tiếp cận để dừng máy trong bất kỳ tình huống bất lợi nào trong quá trình vận hành cán. Đây là nút dừng khẩn cấp trên bảng điều khiển và dây bảo vệ xung quanh máy. Ngoài ra, các biện pháp điện và thủy lực đã được thực hiện để chống lại quá tải. | |
 | |
CE VÀ TIÊU CHUẨN QUỐC TẾTất cả các trục uốn Akyapak đều tuân thủ các quy định của CE và đáp ứng các tiêu chuẩn quốc tế sau đây. Chỉ thị và Phụ lục liên quan: Chỉ thị Máy móc 2006/42 / EC / Phụ lục VIII Các tiêu chuẩn liên quan: EN ISO 12100: 2010 EN 60204-1: 2006 / AC: 2010 Chỉ thị về an toàn máy móc 2006/42 / EC, Chỉ thị về điện áp thấp 2006/95 / EC, Chỉ thị về tính tương thích điện từ 2004/108 / EC ĐÓNG GÓIVới các lô hàng bằng xe tải, máy được bao phủ và sẵn sàng vận chuyển. Các trục được bôi trơn bằng chất bôi trơn đặc biệt chống ăn mòn. Trong các chuyến vận chuyển ra nước ngoài, tất cả các mặt của máy được bôi trơn bằng chất bôi trơn đặc biệt chống ăn mòn và bao phủ. Các pallet gỗ được gắn vào đế của máy móc (bộ phận chân), và đinh được đóng vào các pallet này để cố định chúng trên xe tải. Máy được đặt trong hộp gỗ theo tiêu chuẩn ISPN 15, khi thấy cần thiết và có kích thước nhất định, đề phòng hư hỏng có thể xảy ra trong quá trình vận chuyển. BẢO TRÌNhờ sử dụng các bộ phận có tuổi thọ cao trong máy mà không cần thời gian bôi trơn, bảo trì và chi phí đã được giảm xuống mức tối thiểu, do đó đã tránh được sự mài mòn sớm. BẢO HÀNH12 tháng. Bảo hành sẽ hết hạn trong trường hợp sử dụng sai cách và yêu cầu sử dụng phụ tùng và vật tư tiêu hao chính gốc của Akyapak. Thời gian bảo hành bắt đầu sau khi lắp đặt và chạy thử thiết bị. DỊCH VỤ VÀ PHỤ TÙNGĐối với bất kỳ yêu cầu dịch vụ và phụ tùng nào, bạn có thể liên hệ với chúng tôi là nhà cung cấp chính thức của hãng tại Việt nam: Công ty Cổ Phần Thương Mại và Công Nghệ Á Châu (ATT JSC) | |